Felsökning verktygsproblem
I avsnittet presenteras våra råd för att felsöka verktygsrelaterade problem.

Snabb fasförslitning
Fasförslitning är det normala slitaget på skäret. Men om livslängden blir misstänkt kort kan du prova att: minska skärhastigheten, öka matning, använd kylning. — Vid fräsning: om möjligt kör medfräsning.
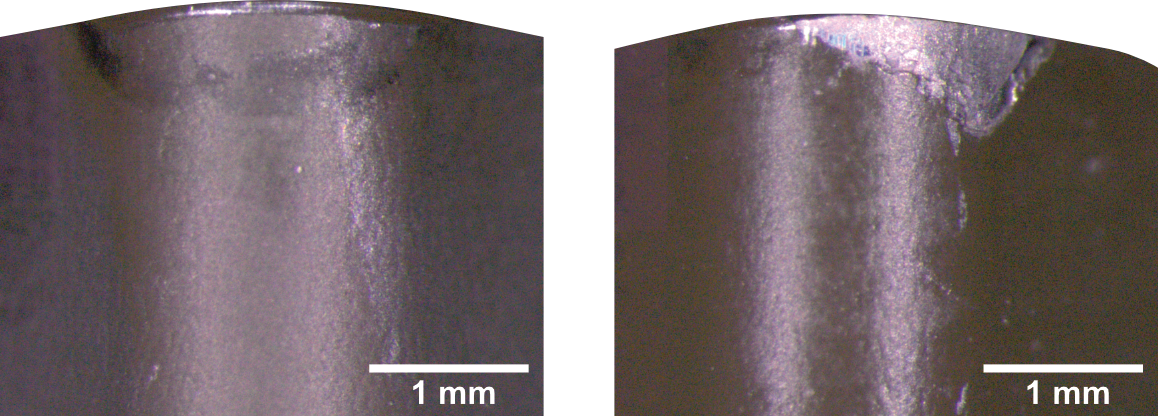
Gropförslitning
Är en urgropning innanför själva skäreggen. Det kan dels beror på att spånan glider över skäret och slipar bort material. Dels på att ytan på spånan är mycket varm och gnids med tyck mot skärytan, spånan kan då absorbera, ’snatta med sig’ atomerna från skärytan, ett kemiskt slitage snarare än en fysisk förslitning. Blir gropen för stor så kan skärbrott uppstå. Förslag på åtgärder: sänk skärhastighet, använd belagda skär, använd riklig kylning, prova skär med mindre spånbrytare.
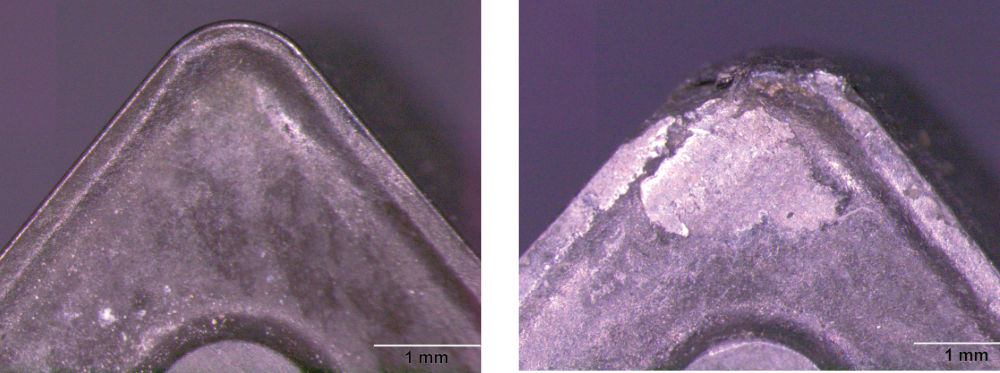
Kamsprickor
Många små parallella sprickor vinkelrätt mot skäreggen. Beror på att verktyget utsatts för termiska chocker, växelvis hetta och kyla, vid ex. skvätt-kylning. Kan resultera i kraftig urflisning eller skärbrott. Prova att: köra antingen helt tort eller med stora mängder kylvätska. Minska skärhastigheten, minska matningen. Välj ett lättskärande verktyg, ett verktyg med mindre aggressiv spånbrytare som inte går så varmt. Välj en segare verktygskvalité. — Vid fräsning: positionera fräsen så att flera tänder är i ingrepp samtidigt. Välj fräs med samma diameter men med fler tänder.
Löseggsbildning

Små ’hajtänder’ byggs upp på eggen. Detta beror på att material från arbetsstycket svetsas fast på skäreggen. Material som ex. koppar och aluminium brukar vara problematiska. Du bearbetar i realiteten materialet med en skäregg av samma material som arbetsstycket vilket resulterar i sämre ytfinhet och problem att hålla dimensionstoleranserna. När löseggen lossnar kan den slita med sig delar av den riktiga skäreggen och skada verktyget. Vid löseggsbildning prova att öka skärhastigheten, öka matningen. Använd ingen kylning. Om problemen uppstod vid torrkörning, prova kylning. Prova belagda skär, skär med annan beläggning, skär med större spånvinkel, de har i regel mindre problem med lösegg. Ett skär med mindre eggradie (ett vassare skär) kan också inverka positivt mot löseggsbildning. — Vid fräsning: positionera fräsen så att flera tänder är i ingrepp samtidigt, att utligget är större på ingångssidan än utgångssidan vid planfräsning. Välj fräs med samma diameter men med fler tänder, om möjligt kör medfräsning.
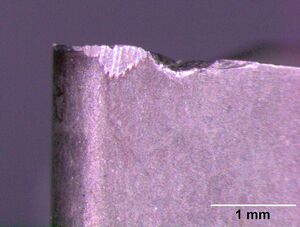
Urflisning
Småflisor som går längst hela ingreppet på verktygseggen. Kan orsakas av vibrationer, vidhäftande arbetsmaterial som drar loss mikroskärv ur eggen, små hårda inneslutningar i arbetsmaterialet kan slå sönder eggen. Öka skärhastigheten, minska matningen, rigga så kort och stabilt som möjligt. Välj ett segare verktyg, starkare geometri. — Vid fräsning: kör motfräsning. Positionera fräsen så att flera tänder är i ingrepp samtidigt. Välj fräs med samma diameter men med fler tänder.
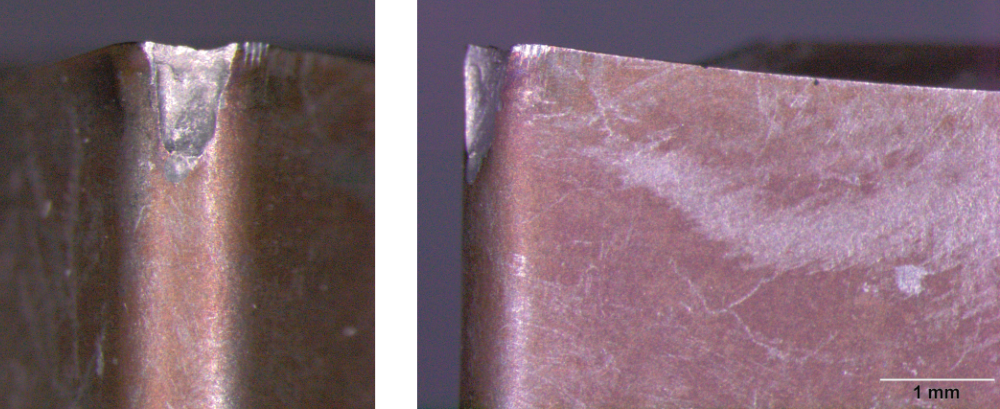
Snabb strålförslitning
Ett jack i eggen precis där arbetsstyckets yta möter skäreggen. Strålförslitning beror ofta på att ytan på arbetsstycket är hårdare än materialet under. Det kan vara ytor från varmsmidda eller varmvalsade och gjutna material. Det kan även uppstå efter deformationshärdning från plastisk kallbearbetning och tidigare skärande bearbetning i särskilt besvärliga material. Åtgärder: minska skärhastigheten, öka matningen, öka skärdjup, kör växlande/varierande skärdjup för att inte konsentrera förslitningszonen till ett ställe. Kör med riklig kylning. — Vid fräsning: om möjligt kör medfräsning. Positionera fräsen så att flera tänder är i ingrepp samtidigt. Välj fräs med samma diameter men med fler tänder.
Egg-/skärbrott
Stora skärv av eggen slits loss, hela plattan kraschar. Detta beror ofta på att man överbelastat verktyget, eller att verktyget inte är tillräckligt stadigt monterat. Men det kan även bero på större hårda inneslutningar i arbetsmaterialet i t.ex. gjutna ämnen. Kontrollera verktygsuppspänningen och att skärläget och underlagsplatta är rent och oskadat. Minska skärdjupet och/eller matning, öka skärhastigheten. Välj verktyg med större nosradie och starkare geometri, segare kvalité. — Vid svarvning: kontrollera verktygshöjden.
Plastisk deformation
Verktygseggen deformeras. Det beror på att det går seriöst för varmt och stora skärkrafter. Minska skärhastigheten och/eller minska matning. Kör med kontinuerlig flödig kylning. Välj en hårdare verktygskvalité.