Generiska förslag
Ska större serier tillverkas ökar betydelsen av verktygsekonomi. Kostnaden för verktygsutslitningen måste vägas mot tiden som går åt för att framställa detaljerna.

Fråga om råd
Hittar du inte några verktyg bland standardsortimenten som passar, ta kontakt med verktygstillverkarna och fråga om råd. Det kan finnas produkter som passar, prototyper eller specialverktyg som inte står listade. Fråga ’på golvet’ om det finns någon medarbetare med erfarenhet av liknande situationer. Ta kontakt med forskningen på universitet och högskolor. Det brukar finnas möjligheter. Man får inte vara blyg, det gäller att aktivt söka kunskap om man arbetar i erfarenhetens utmarker.
Om man kör en större serie detaljer med standardverktyg från hyllan, kan man köra en liten provserie med ökande skärdata och räkna på när utfallet — tid för tillverkad detalj/verktygskostnad — är så gynnsamt som möjligt.
Tänka på
Gör en ordentlig beredning av arbetsgången, ha en plan för i vilken ordning detaljen ska produceras. Man måste kunna spänna fast arbetsstycket även inför den sista operationen. Man måste även beakta hur arbetsstycket kommer att påverkas av krafterna i tillverkningen. Undvik att skapa svaga punkter tidigt i processen. Undvik att tidigt finbearbeta en yta som riskerar att utsättas för ex spånsprut från någon senare operation.

Om det är det noga med toleranser: minimera antalet omriggningar. Kör så mycket som möjligt i samma uppspänning även om det blir krångel med verktygsbyten. Om du behöver rigga om: indikera, var noggrann med att få allt i centrum, linje och vinkel. Kolla allt en gång till, för säkerhet skull. Förvissa dig om att du nollar in dig exakt i ditt tidigare koordinatsystem.
Det är alltid att föredra att ha skilda verktyg rör grovbearbetning och avskrotning för att sedan byta till finbearbetningsverktyg. Det kan vara samma typ av verktyg men att ha ett riktigt skarpt verktyg för finbearbetningen är alltid bäst. Man kan med fördel recycla de ’slitna’ finbearbetningsverktyget för grovkörning.

Vid finbearbetning bör man ha ett skärdjup av minst några tiondelar för att skäreggen ska få ett riktigt ingrepp i materialet. Vid alltför små skärdjup riskerar man att skäret hasar mer än det skär och man får problem med både toleranser och ytfinheten. Problemet ökar ju mer slitet verktyget är.
Skärningsparametrar
Välj alltid verktyg med så korta uthäng som möjligt.
Rigga alltid arbetsstycket med så lite uthäng som möjligt.
Man behöver oftast ett skärdjup av minst 1,25-1,5 x nosradien på verktyget för att uppnå spånkontroll. Vissa material är notoriskt långspåniga. Man kan prova att öka matningen för att öka spånbrytningseffekten. Maskinens stadighet och motoreffekt sätter begränsningarna. Man kan välja verktyg med mer aggressiv spånbrytare och prova högtrycksspolning. Hjälper inte det får man pausa och rensa innan det blir problem. Stora spånbon som roterar kan förstöra arbetsstycket, bidra till maskinhaveri och personskador.
Ett alltför litet skärdjup och matning ökar friktionen i skärzonen som bidrar till snabbare verktygsförslitning i förhållande till avverkat material.
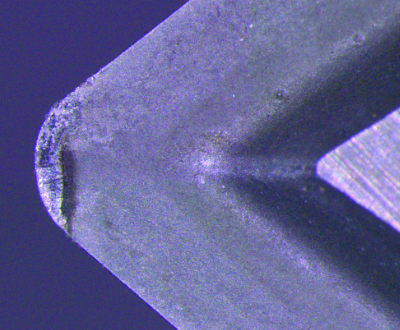
Fasförslitning sedd uppifrån.
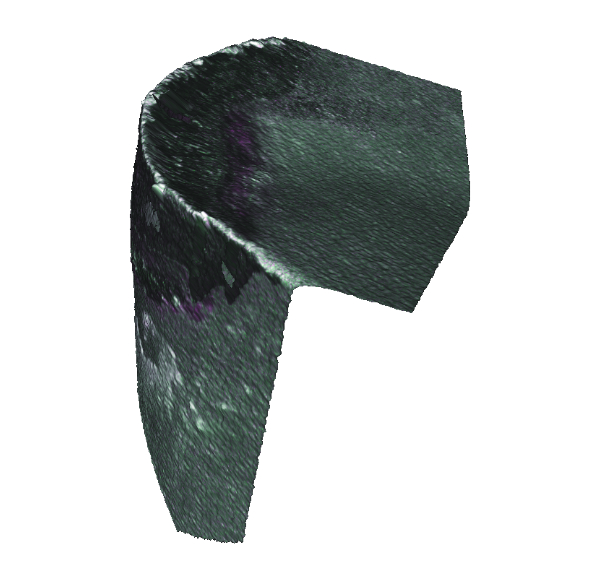
3D-skanning av slitna skär.
Kör man en liten serie med ett unikt dyrt specialtillverkat verktyg är det som regel bättre att vara rädd om verktyget och ta en något längre tillverkningstid än att stressa och behöva avbryta och beställa nytt verktyg.
Verktygsgeometri
Ett verktyg med stor spetsvinkel är ett stadigare verktyg ex 80º. Det har stor värmeavledningsförmåga, men man kan få problem med att nå ända in i trånga hörn. Ett verktyg med liten spetsvinkel ex 35º har hög tillgänglighet med sämre hållfasthet och värmeavledningsförmåga.
Stora radie-, gäng och profilverktyg har oftast långa skärsträckor, de skär tungt och drabbas ofta av vibrationer. Välj så stadig maskin som möjligt, korta utligg, skrota undan så mycket material som möjligt med ett annat mer lättskärande verktyg. Försök att dela upp profilen i mindre delsträckor. Kyl mycket, sänk skärhastigheten. Mata med förnuftig försiktighet, men fegkör inte matningen. Verktyget behöver ett stadigt ingrepp för att kunna skära i stället för att ’hasa’ bort material.

Dubbelsidiga skär som får sin släppningsvinkel genom att man lutar skärplattan är som regel starkare än enkelsidiga där släppningsvinkeln är en del av plattan. Dubbelsidiga skär har också fler eggar att använda och kan därför ses som mer ekonomiska. De kan däremot inte bearbeta på det bakre skäret då det har en negativ släppningsvinkel så det begränsar möjliga operationer.
Sidovy av dubbelsidig CNMG-insats för svarvning.
Stora radie-, gäng och profilverktyg har oftast långa skärsträckor, de skär tungt och drabbas ofta av vibrationer. Välj så stadig maskin som möjligt, korta utligg, skrota undan så mycket material som möjligt med ett annat mer lättskärande verktyg. Försök att dela upp profilen i mindre delsträckor. Kyl mycket, sänk skärhastigheten. Mata med förnuftig försiktighet, men fegkör inte matningen. Verktyget behöver ett stadigt ingrepp för att kunna skära i stället för att ’hasa’ bort material.

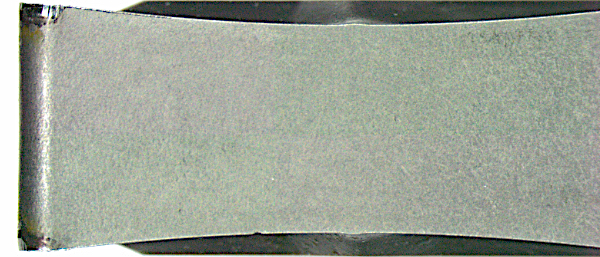
Ovanifrån av dubbelsidig CNMG-insats för svarvning.
Kylmedium
Om möjligt, använd alltid rekommenderat kylmedium. Det förlänger verktygets livslängd, och bidrar till en högre ytfinhet och träffsäkerhet i toleransen. När du kyler, kyl med så högt flöde och tryck. Det finns verktygshållare med inbyggda kylvätskekannaler och munstycken som levererar kylvätskan exakt i skärzonen. Både uppifrån och nerifrån. Vid körning i ex. härdade material eller besvärliga höglegerande material med tendens till bearbetningshärdning är högtryckskylning en metod att öka avverkning och verktygslivslängd. Högtrycksspolning i skärzonen bidrar även till spånbrytning på långspåniga material. Kylvattnet sköljer även bort spånen och minskar risken för spånstockning. Dutta aldrig med kylvattnet, kyl rikligt och kontinuerligt så länge verktyget är i ingrepp. Växelvis torrkörning och kylning värmechockar verktyget med risk för sprickbildning i skäreggen. Skvätter det? Stäng skyddsdörren, bygg in, rigga tillfälliga skydd och glöm inte att hälla saneringsmedel på golvet när det blir blött, så att det inte blir halt.
Rigga med korta utligg
Kontrollera och rengör verktygsläget. Byt underlagsplatta om denna är skadad. Dra fast verktyget tillräckligt. Men inte för hårt. Använd momentnyckel och följ rekommendationerna.